Manufacturing ERP Deep Dive: Architecture, AI Automation, MRP, OMS, WMS, and the Future of Smart Manufacturing
Manufacturing businesses are under constant pressure to reduce production costs, improve delivery timelines, manage inventory efficiently, and adapt to changing customer demand. Traditional ERP systems were built primarily for record keeping and transactional processing, but modern manufacturing environments require much more than static workflows and disconnected modules.
Today’s manufacturers need intelligent systems capable of coordinating production planning, inventory movement, procurement, warehouse operations, shop floor execution, quality management, and real-time decision making. This is where modern Manufacturing ERP systems become critical.
A modern Manufacturing ERP is no longer just a software platform. It becomes the operational backbone of the entire manufacturing lifecycle by connecting production workflows, warehouse management, order fulfillment, supply chain coordination, and AI-driven automation into a unified architecture.
At Next-Gen ERP, manufacturing ERP is approached as an intelligent operational platform built around open architecture, automation, scalability, and real-time visibility. The focus is not just ERP implementation, but building future-ready manufacturing ecosystems using AI-driven workflows, open-source ERP frameworks, and autonomous operational orchestration.
What Is Manufacturing ERP?
Manufacturing ERP is an enterprise resource planning system specifically designed to manage and optimize manufacturing operations. It connects production planning, procurement, inventory management, warehouse operations, quality control, finance, and order fulfillment into a single operational system.
Unlike generic ERP systems, manufacturing ERP platforms are designed around production-centric workflows such as:
- Bill of Materials (BOM)
- Material Requirements Planning (MRP)
- Production scheduling
- Shop floor execution
- Work order management
- Quality assurance
- Demand forecasting
- Procurement automation
- Inventory optimization
Modern manufacturing ERP platforms also integrate directly with modern order management systems, warehouse systems, IoT devices, and AI-driven automation engines to support real-time operational decision making.
Why Traditional Manufacturing ERP Systems Fail
Many legacy ERP systems struggle in modern manufacturing environments because they were designed for rigid operational structures.
Common problems include:
- Static workflows that are difficult to customize
- Poor integration between OMS, WMS, and production systems
- Delayed production visibility
- Weak warehouse coordination
- Limited automation capabilities
- Heavy dependence on manual planning
- Vendor lock-in
- Slow implementation cycles
- High customization costs
Manufacturers today require systems that can adapt quickly to supply chain changes, fluctuating demand, production constraints, and multi-channel fulfillment operations.
This shift is driving rapid adoption of open and modular ERP architectures such as Moqui ERP foundation and Apache OFBiz-based enterprise systems.
Core Architecture of a Modern Manufacturing ERP
A modern manufacturing ERP consists of multiple interconnected operational layers.
1. Order Management Layer
The order management layer captures and manages customer orders across all sales channels.
This includes:
- Sales order processing
- Pricing and promotions
- Order orchestration
- Fulfillment routing
- Multi-channel order visibility
- Delivery coordination
Modern manufacturers increasingly depend on autonomous order management capabilities to dynamically optimize order fulfillment across warehouses and production locations.
2. Material Requirements Planning (MRP)
MRP is the planning engine of manufacturing ERP.
Its purpose is to determine:
- What materials are required
- When materials are needed
- How much inventory should be procured
- Which production schedules are feasible
The MRP engine continuously analyzes:
- Demand forecasts
- Sales orders
- Production plans
- Inventory levels
- Supplier lead times
- Work center capacity
A simplified MRP relationship looks like this:
Inventory_{Required}=Demand+Safety\ Stock-On\ Hand\ Inventory
Modern AI-enabled MRP systems go beyond static calculations by dynamically adjusting schedules based on operational conditions.
3. Bill of Materials (BOM) Management
The Bill of Materials defines all raw materials, components, assemblies, and subassemblies required to manufacture a product.
Manufacturing ERP systems use BOMs for:
- Production planning
- Procurement automation
- Cost estimation
- Production scheduling
- Inventory reservation
- Engineering coordination
A multi-level BOM structure becomes especially important in industries such as automotive, electronics, aerospace, and industrial manufacturing.
Example BOM Structure
Finished Product
├── Assembly A
│ ├── Component A1
│ ├── Component A2
│ └── Raw Material A3
├── Assembly B
│ ├── Component B1
│ └── Raw Material B2
└── Packaging Material
Modern ERP systems automatically synchronize BOM updates across procurement, warehouse, production, and quality workflows.
4. Shop Floor Execution Layer
The shop floor execution layer controls operational manufacturing activities in real time.
This includes:
- Work order tracking
- Machine scheduling
- Labor allocation
- Production monitoring
- Downtime management
- Quality checkpoints
- IoT integration
- Real-time status reporting
This layer is closely tied to Manufacturing Execution Systems (MES), which bridge ERP planning with actual production execution.
The combination of ERP and MES enables manufacturers to move from reactive production management to predictive operational control.
5. Warehouse Management Integration
Manufacturing ERP systems are heavily dependent on warehouse coordination.
Raw materials, work-in-progress inventory, and finished goods all move continuously through warehouse operations.
A tightly integrated AI-powered warehouse management systems architecture enables:
- Real-time inventory visibility
- Barcode and RFID tracking
- Smart picking
- Automated replenishment
- Bin optimization
- Warehouse slotting
- Cross-docking
- Production staging
Advanced manufacturers increasingly use autonomous warehouse management systems powered by AI agents and real-time inventory orchestration.
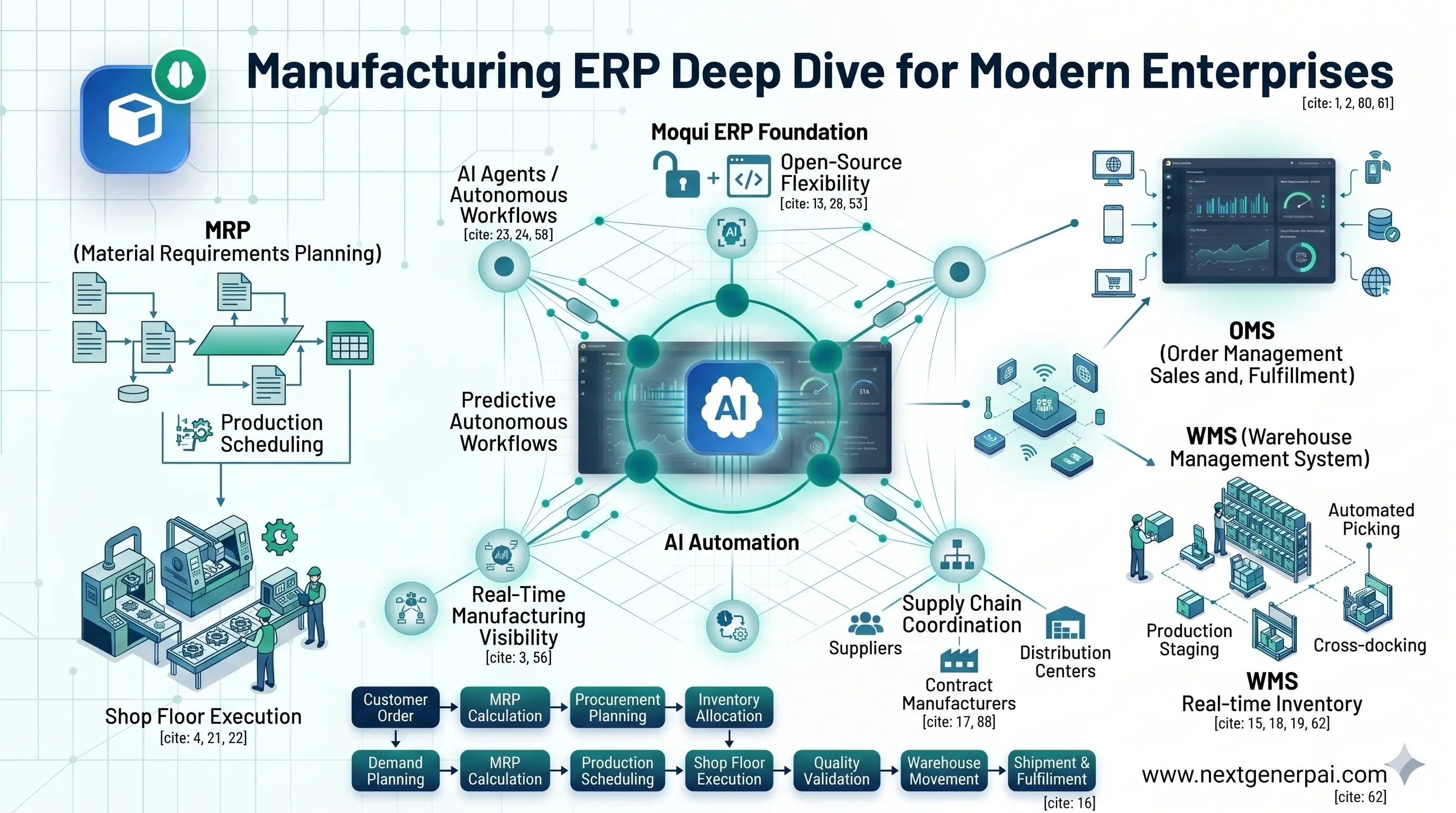
Manufacturing ERP Workflow Lifecycle
A modern manufacturing ERP typically follows this operational lifecycle:
Customer Order
↓
Demand Planning
↓
MRP Calculation
↓
Procurement Planning
↓
Inventory Allocation
↓
Production Scheduling
↓
Shop Floor Execution
↓
Quality Validation
↓
Warehouse Movement
↓
Shipment & Fulfillment
↓
Financial Posting & Reporting
The biggest advantage of an integrated ERP architecture is that every operational layer continuously shares real-time data.
AI in Manufacturing ERP
Artificial intelligence is fundamentally changing manufacturing ERP systems.
Traditional ERP systems mainly stored information. AI-enabled ERP systems actively optimize operations.
AI-driven ERP systems can now:
- Predict machine failures
- Optimize production schedules
- Forecast demand
- Detect quality anomalies
- Rebalance inventory
- Automate procurement
- Predict supply chain disruptions
- Optimize labor allocation
- Recommend production adjustments
This is where AI-driven ERP systems become transformational.
Manufacturing AI Agents
AI agents represent the next evolution of manufacturing ERP.
Instead of relying entirely on static workflow rules, AI agents continuously monitor operational data and take intelligent actions autonomously.
Examples include:
Production Scheduling Agents
These agents continuously evaluate:
- Machine availability
- Labor capacity
- Material constraints
- Production priorities
- Maintenance windows
They automatically optimize production schedules in real time.
Inventory Optimization Agents
Inventory agents analyze:
- Consumption trends
- Supplier lead times
- Demand volatility
- Warehouse movement patterns
They automatically rebalance stock levels across facilities.
Procurement Agents
Procurement agents automate:
- Vendor selection
- Purchase order creation
- Supplier performance analysis
- Cost optimization
Quality Assurance Agents
AI quality agents use operational data and machine learning to identify manufacturing defects before products reach customers.
This evolution toward ERP architecture with AI agents is reshaping modern manufacturing operations.
Real-Time Manufacturing Visibility
One of the most important capabilities of a modern manufacturing ERP is real-time operational visibility.
Manufacturers require instant access to:
- Production status
- Inventory availability
- Order fulfillment progress
- Machine utilization
- Labor efficiency
- Quality metrics
- Supplier delays
- Warehouse movement
Traditional ERP systems often rely on delayed reporting. Modern ERP architectures operate on event-driven workflows that continuously update operational data.
This is one reason why open-source ERP architectures like Moqui ERP development and consultancy are increasingly popular for enterprise manufacturing environments.
Open-Source Manufacturing ERP vs Proprietary ERP
Many manufacturers are now moving away from rigid proprietary ERP systems.
The biggest reasons include:
- High licensing costs
- Vendor dependency
- Slow customization cycles
- Integration limitations
- Difficult upgrades
- Closed ecosystems
Open-source ERP platforms provide:
- Greater flexibility
- Faster innovation
- Lower total cost of ownership
- Easier integrations
- AI extensibility
- Long-term scalability
This is especially important for manufacturers building intelligent automation strategies and AI-enabled operational workflows.
The shift toward open-source ERP migration strategy is accelerating across global manufacturing sectors.
Manufacturing ERP and Supply Chain Coordination
Modern manufacturing ERP systems must coordinate entire supply chain ecosystems.
This includes:
- Suppliers
- Contract manufacturers
- Distribution centers
- Warehouses
- Transportation providers
- E-commerce platforms
- Retail channels
Integrated ERP architectures help manufacturers create unified operational visibility across the entire supply chain.
This coordination becomes even more important in multi-location and global manufacturing operations.
ERP Automation in Manufacturing
ERP automation reduces operational dependency on manual processes.
Common automation workflows include:
- Automated work order generation
- Dynamic procurement triggers
- Automated inventory replenishment
- Intelligent shipment routing
- Quality alert escalation
- AI-powered demand forecasting
- Automated invoice reconciliation
- Production exception management
Advanced manufacturers increasingly combine ERP automation with AI-powered document processing to eliminate manual data entry from invoices, purchase orders, and production documents.
Industry Use Cases
Automotive Manufacturing
Manufacturing ERP systems support:
- Complex BOM structures
- Supplier coordination
- Production sequencing
- Just-in-time inventory
- Quality traceability
Electronics Manufacturing
ERP systems manage:
- Component traceability
- Serialized inventory
- Demand volatility
- Contract manufacturing coordination
Food Manufacturing
Manufacturing ERP supports:
- Batch tracking
- Expiry management
- Compliance reporting
- Recipe management
Industrial Equipment Manufacturing
ERP platforms help manage:
- Engineer-to-order workflows
- Configurable BOMs
- Long production cycles
- Service lifecycle management
Why Moqui Fits Modern Manufacturing ERP
The Moqui ERP foundation is particularly well suited for modern manufacturing environments because of its service-oriented and event-driven architecture.
Moqui enables:
- Modular manufacturing workflows
- Scalable integrations
- Real-time orchestration
- AI workflow execution
- Dynamic business rules
- Multi-tenant operations
- Custom manufacturing logic
Unlike rigid ERP systems, Moqui allows manufacturers to continuously evolve workflows without rebuilding the platform architecture.
More details about the framework are available at Moqui.org and Apache OFBiz.
Future of Manufacturing ERP
The future of manufacturing ERP is autonomous, predictive, and AI-driven.
The next generation of ERP systems will increasingly include:
- Self-optimizing production systems
- Autonomous warehouse coordination
- AI-driven procurement
- Predictive maintenance
- Digital twins
- Real-time supply chain orchestration
- Intelligent production routing
- AI scheduling agents
- Conversational ERP interfaces
ERP systems are evolving from transactional platforms into operational intelligence engines.
Manufacturers that modernize early will gain significant advantages in operational agility, production efficiency, cost optimization, and customer responsiveness.
Why Manufacturing ERP Is Becoming a Strategic Platform
Manufacturing ERP is no longer just an IT investment.
It becomes the operational control center for the following:
- Production
- Warehousing
- Procurement
- Logistics
- Inventory
- Finance
- Automation
- AI decisioning
The manufacturers that succeed over the next decade will be the ones that combine operational data, automation, AI agents, and flexible ERP architecture into a unified system.
This is exactly where custom ERP development solutions become strategically important for enterprises building long-term digital manufacturing capabilities.
At Next-Gen ERP, the focus is on building intelligent manufacturing ecosystems capable of adapting to modern operational complexity through open-source ERP platforms, AI orchestration, warehouse intelligence, and autonomous manufacturing workflows.